Plasma Cutting Stainless Steel With Nitrogen

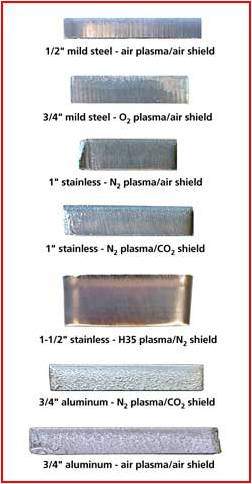
Gas Selection Guide For Plasma Cutting Aluminum Stainless Steel Mild Steel

Using Plasma Arc Cutting To Clean Cut Stainless Steel Sheet And Plate
Improved Plasma Cutting Of Stainless Steel
Pros Of Laser Cutting With Nitrogen Gas Plasma Laser Cutting Air Assist
Plasma Gases And Their Uses Multicam Canada

Portable Cnc Cutter Microbee Plasma Machine Cnc Plasma Cnc

Oxygen has become the industry standard for cutting mild steel because it provides the best clean cut quality and fastest cutting speed of any plasma gas.
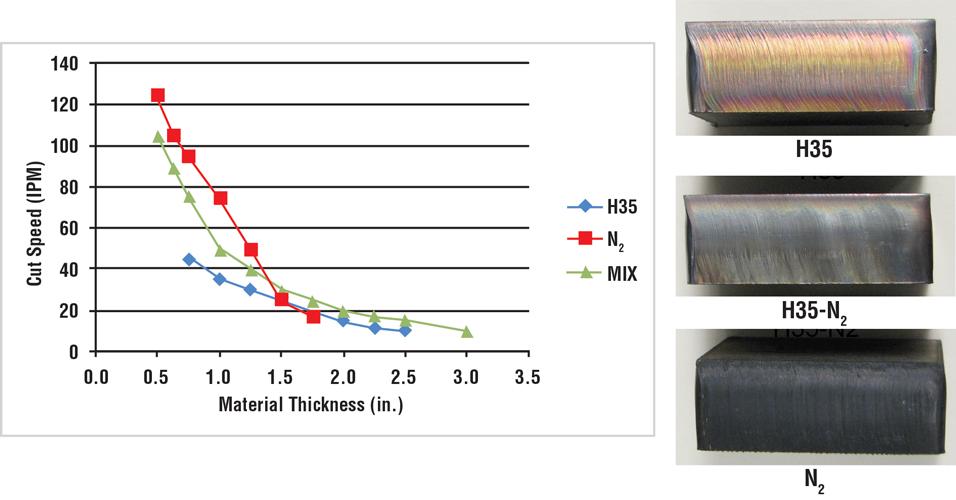
Plasma cutting stainless steel with nitrogen.

Project Sheet Steel Chair Materials 20 Gauge 316 Grade Stainless Steel Sheet Size 55w X 50d X 70h Desc In 2020 Stainless Steel Chair Metal Sheet Design Steel Chair

A Typical High Quality Cut Edge Produced When Cutting Stainless Steel Download Scientific Diagram

An Edge Up On Plasma Cut Quality

Nitrogen Vs Oxygen Which Should You Use To Cut Steel Fabricating And Metalworking

Burns Machinery Now Saves Thousands Of Dollars Each Month Because It Eliminated Bottled Gas In Favor Of In House Nitrogen Generation Laser Manufacturing House

2 In 1 Pack Nitrogen Freezer Separating Machine Fs 06 With Built In Oil Free Pump With 10l Nitrogen Tank Free Tax To Russia Liquid Nitrogen Nitrogen Lcd

Spirit Ii 275a Plasma Cutting System Automatic Bk1111 000020 000029

Master Sheet Metal When Laser Meets Tubing Kaynak Isleri Abkant Metal

Pin On Welding And Soldering Equipment Cnc Metalworking And Manufacturing

Liquid Nitrogen Frozen Lcd Separator With Oil Free Vacuum Pump And 10l Liquid Nitrogen Tank Eu Free Tax Liquid Nitrogen Vacuum Pump Power Tool Sets
Pin On Misc

Stainless Steel Strip China Stainless Steel Strip Online Stainless Steel Strip Supplier Manufact Stainless Steel Strip Stainless Steel Sheet Stainless Steel

Top 4 Plasma Cutter Gases Westermans Blog

2d Roaring Lion Head Template Rus Eng Polygonal Paper In 2020 Sheet Metal Art Steel Art Metal Art Projects

Pin On Laser Cutting Sheet Metal Work And Plate Work

Shanghai Metal Corporation Smc Is The Leading Manufacturer And Supplier Of Metals Building Materials Stainless Steel Sheet Building Materials Manufacturing

Laser Cutting Stainless Steel Versus Plasma Cutting Stainless Structurals

Custom Precision Cnc Machined Part 1 Oem Odm By Customer Design 2 Custom Made According To Drawings Cnc Machine Cnc Lathe Machine Lathe Machine Parts
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcs9f4vfkyftexp1vtduyolysp8tenlxgoxcjq3fz8tz5xd5rylk Usqp Cau

Pin On Gbimare

Automated Sheet Metal Panel Bending Sheet Metal Fabrication Sheet Metal Work Sheet Metal

Modern Steel Wood Burning Fire Pit Industrial Metal Atomic Original Custom Design Decor In 2020 Fire Pit Designs Wood Burning Fire Pit Steel Fire Pit

Automated Sheet Metal Panel Bending Services Sheet Metal Fabrication Metal Panels Metal Sheet Design

12 38 Buy Here Https Alitems Com G 1e8d114494ebda23ff8b16525dc3e8 I 5 Ulp Https 3a 2f 2fwww Aliexpress Com 2fitem 2f Router Bits Router Woodworking Tools
Source : pinterest.com
